- DEEokinawaトップ
- 特集
- 【泡盛蔵探訪】神村酒造
【泡盛蔵探訪】神村酒造
現在県内には48酒造所・200銘柄ほどの泡盛があると言われています。それぞれの泡盛が誕生する酒造所と作り手を訪ね歩く旅、泡盛蔵探訪。第三回はうるま市にある神村酒造さんです。
君知るや、名酒あわもり。
現在県内には48酒造所(47酒造所+1組合)・200銘柄ほどの泡盛があると言われています。
この日は感謝DAY開催中

神村酒造さんは創業明治15年の老舗泡盛酒造所。
那覇市繁多川で創業し、平成11年に現在のうるま市石川嘉手苅に工場を移転してきたそうです。
年に数回「感謝DAY」と銘打ち、毎回テーマが変わる泡盛講座や工場見学などの無料イベントを開催されています。今回はこの「感謝DAY」を狙って訪ねてみました。

門をくぐってすぐ左手にあるのが、こちらの泡盛ギャラリー【古酒蔵】。

建物のなかには、神村酒造さんで製造されている泡盛の各銘柄や沖縄土産などが展示・販売されています。

さきじょーぐーには嬉しい試飲コーナーも。
ちなみに守禮20年古酒などの秘蔵酒に関しては100円〜500円の有料試飲となっています。
-

- 黒糖ココアやタンカンの皮と泡盛を使ったケーキ
-

- 黄麹・紅麹・黒麹の3種類の塩麹
泡盛講座スタート
今回の感謝DAYの泡盛講座のテーマは「芳醇酵母を科学する」。
最近県内の新聞で大きく報じられていたのでご存知の方も多いかと思いますが、これまで主流の泡盛101酵母に替わる新たな酵母「芳醇酵母」が神村酒造さんで開発されました。

解説してくださったのは、泡盛マイスターでもある代表取締役専務の中里 迅志さん。
この「芳醇酵母」を使った泡盛は、これまでの一般酒と比べ、古酒の代表的な香り成分であるバニラのような香り成分「バニリン」が2.0倍、松茸のような香り成分「マツタケオール」がなんと10.5倍になったという研究結果が出たのだそうです。
つまり、一般種でも古酒のような香りと風味が楽しめるということですね。

バニラ香「バニリン」の元となる「4-VG(4-ビニルグアヤコール)」。
ほんのり焚き火のようなこうばしい香りがしました。

この「芳醇酵母」を使った新製品の泡盛がこちらの「芳醇浪漫(ほうじゅんろまん)35度」。
来月11月1日から販売開始ですが、今週末10月26(金)〜28日(日)に那覇の奥武山公演で開催される「第36回 産業まつり」内ありんくりん市で先行販売されるそう。

この「芳醇浪漫」を試飲させていただいたのですが、ほんとに香りが全然違う!
しっかりとした甘い香りと芳ばしい香りがして、私はかなり好みの味。後口にはほんのりとスモークチーズのような風味も。
もちろん本物の古酒と比べると敵わないものの、それでも一般酒でこれほど芳醇な風味が楽しめるとはかなり驚きです。
古酒が好きだけど値段的に普段の晩酌には贅沢だから無理…という、お酒が大好きな玄人の方に飲んで欲しい商品だそうです。
これからの季節はまろやかに舌になじむお湯割りもおすすめ。
ちなみに普段は有料試飲の守禮20年もおちょこ一杯試飲させていただいたのですが、一緒に講座を受けていた全員思わずにんまりして顔を見合わせてしまうほど美味しかったです。シアワセ。
お次は工場見学へ
泡盛講座&試飲のあとは、ほろ酔い気分で同じ敷地内にある工場の見学へ。


入り口を入ってまず目に飛び込んでくるのが大量の樫樽。
そう、神村酒造さんの代表銘柄である「暖流」がこの中で眠っているのです。
-

- 泡盛の原料となるタイ米
-

- そして泡盛の最大の特徴である黒麹菌

この巨大な装置は回転式ドラムと呼ばれ、原料であるタイ米からゴミなどを取り除くため洗浄し、その後同じくこの中で浸漬までを行います。

洗浄と浸漬を終え蒸しあげられたタイ米はこの三角棚に移され、温度管理をしながら黒麹菌をまんべんなく付着・繁殖させていきます。

これまでに訪れた酒造所でも目にしましたが、工場内の壁などに付着した黒いものは黒麹菌。
落としてしまうと泡盛の味が変わってしまうんだそうです。

こちらが泡盛酵母。パンを作る時に使うドライイーストに見た目も香りもそっくりです。

次にこの巨大なタンクの中で、米麹・水・酵母を混ぜあわせたもろみを発酵させます。
このタンクは仕込んで3日めだそうですが、ボコボコ音を立てながらさかんに発酵しているところでした。顔を近づけるとほんのりと甘い香りが。

対してこちらは9日めのタンク。すっかり静かになり表面の泡が細かくプチプチと音を立てている程度に。

全然関係ないですが、回転式ドラムの近くにあった時計が謎でした。

そしてこちらが蒸留器。
水の沸点が100度なのに対しアルコールの沸点は78度。この違いを利用して、さきほどのアルコール発酵を終えたもろみを約80度の温度で熱して蒸気を集め、冷却してアルコールを取り出すわけです。
蒸留は初めのほう(初留・しょりゅう)、真ん中あたり(中留・ちゅうりゅう)、最後のほう(後留・こうりゅう)で味も風味も度数もかなりの違いがあるので、これを絶妙にブレンドして製品にするのだそうです。

2Fから工場内を眺めると、巨大なステンレスタンクと樫樽が所狭しと並んでいて壮観でした。
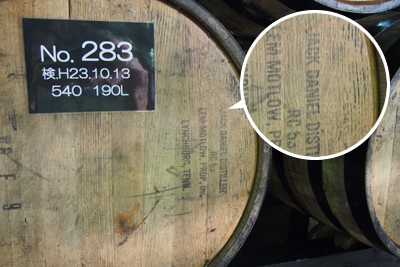
工場を出る際に中里さんに促されて樫樽を見てみると、うっすら JACK DANEL(ジャックダニエル)という文字が。
アメリカのウイスキー、ジャックダニエルの空き樽を利用しているのだそうです。
ちなみにこの樽酒、原酒のみでは色がつきすぎて泡盛の規定に反してしまうので、タンクで貯蔵した無色透明の泡盛とブレンドして色を調整しているんだそうです。
ギャラリーの地下に古酒蔵

さいごにギャラリーに戻って地下の古酒蔵へ。
神村酒造さんでは預かり古酒サービスを行なっており、お客さんの古酒がたくさん眠っていました。

古酒預かりは43度の一升瓶を5年間1万円で預かってくれるそうです。
結婚や子どもが産まれた記念にと購入される方も多いそう。
ありがとうございました
というわけで、中里さんにギャラリーと工場内をじっくりと案内していただきました。
沖縄の歴史や文化と深い関わりがある泡盛。知れば知るほど新しい発見があり、どんどんその魅力にはまってしまいますね。
神村酒造の感謝DAYは毎回テーマを変えて楽しめるのでおすすめです。
(しかも普段は有料の20年古酒の試飲も無料。)
次回は11月23日(祝)開催だそうです。
また、週末の産業まつりに行かれる方は、ありんくりん市内のブースものぞきに行ってみてくださいね!
DEEokinawaの新着記事や裏話、面白写真などが毎日届くかもしれません。